

五軸龍門機(jī)床末端位姿的動(dòng)態(tài)精度測(cè)量系統(tǒng)
機(jī)械工程
資助企業(yè):
 上海墨向機(jī)械科技有限公司
上海墨向機(jī)械科技有限公司
資助年份: 2023
企業(yè)導(dǎo)師: 談敏

指導(dǎo)教師: 畢慶貞
項(xiàng)目成員: 陳曉鵬、何文濤、姜來
 項(xiàng)目海報(bào)
項(xiàng)目海報(bào)


 項(xiàng)目視頻
項(xiàng)目視頻
 項(xiàng)目簡(jiǎn)介
項(xiàng)目簡(jiǎn)介
項(xiàng)目概述
五軸聯(lián)動(dòng)數(shù)控機(jī)床是復(fù)雜曲面零件的重要加工裝備,在航空、航天、能源、船舶、汽車和醫(yī)療器械等領(lǐng)域都發(fā)揮重要的作用,其刀尖點(diǎn)位置精度和刀軸方向精度是保證零件加工質(zhì)量的關(guān)鍵。目前常見的機(jī)床精度測(cè)量?jī)x器,如球桿儀、激光跟蹤干涉儀、R-test旋轉(zhuǎn)軸檢測(cè)儀都只針對(duì)刀尖點(diǎn)位置誤差進(jìn)行測(cè)量,而忽略了刀軸方向誤差。本項(xiàng)目設(shè)計(jì)了一種刀尖點(diǎn)位置誤差和刀軸姿態(tài)誤差同時(shí)測(cè)量裝置,并進(jìn)行機(jī)床誤差評(píng)估等理論研究。
項(xiàng)目目標(biāo)
設(shè)計(jì)一種刀尖點(diǎn)位置誤差和刀軸姿態(tài)誤差同時(shí)測(cè)量裝置,包括裝置的電氣系統(tǒng)設(shè)計(jì),結(jié)構(gòu)設(shè)計(jì)及結(jié)構(gòu)參數(shù)優(yōu)化,測(cè)量原理設(shè)計(jì),裝置標(biāo)定方法,數(shù)控系統(tǒng)軟件二次開發(fā)等,實(shí)現(xiàn)0.005mm位置測(cè)量精度和0.003°角度測(cè)量精度的技術(shù)指標(biāo)。此外,還要對(duì)五軸機(jī)床的誤差進(jìn)行分析和評(píng)估,包括機(jī)床旋轉(zhuǎn)軸位置無關(guān)誤差的辨識(shí)方法,機(jī)床運(yùn)動(dòng)誤差綜合測(cè)評(píng)方法,機(jī)床空間誤差和伺服控制誤差的補(bǔ)償方法等。
項(xiàng)目成果
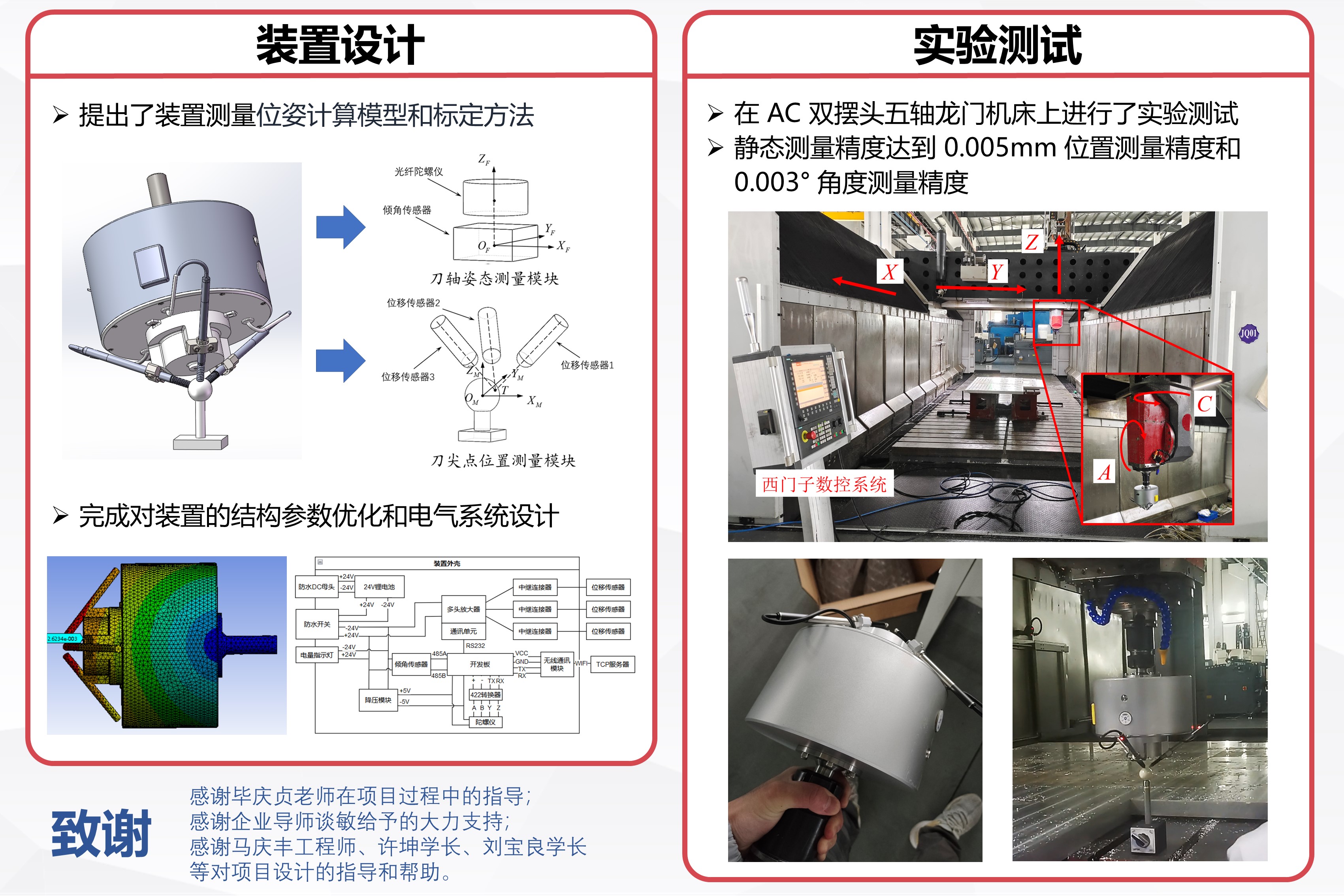
提出了五軸龍門機(jī)床刀尖點(diǎn)位置和刀軸姿態(tài)測(cè)量原理及標(biāo)定方法;設(shè)計(jì)了測(cè)量裝置的外殼和電氣系統(tǒng),對(duì)裝置結(jié)構(gòu)參數(shù)進(jìn)行了分析和優(yōu)化;基于西門子 SINUMERIK 840D 數(shù)控系統(tǒng)進(jìn)行軟件二次開發(fā),實(shí)現(xiàn)了測(cè)量裝置與數(shù)控系統(tǒng)的無線通訊;提出了基于刀尖點(diǎn)位置誤差和刀軸方向誤差測(cè)量數(shù)據(jù)的機(jī)床位置無關(guān)誤差辨識(shí)方法;分析了錐形測(cè)量軌跡和S形測(cè)量軌跡對(duì)機(jī)床不同誤差源的靈敏度;對(duì)機(jī)床的誤差補(bǔ)償進(jìn)行了理論分析;測(cè)量裝置在 AC 雙擺頭五軸龍門機(jī)床上進(jìn)行了實(shí)驗(yàn)測(cè)試,靜態(tài)測(cè)量精度達(dá)到0.005mm位置測(cè)量精度和0.003°角度測(cè)量精度。




